
QB/T1951.2-1994金属家具质量检验和质量评定/扶手耐久测试仪
1 主题内容与适用范围
本标准规定了金属家具检验分类、检验项目、抽样规则、试验方法、试验程序和检验结果的评定。
本标准适用于金属家具和钢木家具产品质量检验及评定。
2引用标准/扶手耐久测试仪
GB/T 1720漆膜附着力测定法
GB/T 1730 漆膜硬度测定法
GB/T 1732 漆膜耐冲击测定法
GB/T 1740 漆膜耐湿热测定法
GB/T 1743 漆膜光泽度测定法
GB/T 1763 漆膜耐化学试剂性测定法
GB/T 4893. 1~4893.8 家具表面漆膜测定法
GB/T 4893.9 家具表面漆膜抗冲击测定法
GB/T 5926轻工产品金属镀层和化学处理层的外观质量测试方法
GB/T 5928轻工产品金属镀层和铝氧化膜的厚度测试方法 测重法
GB/T 5933轻工产品金属镀层的结合强度测试方法
GB/T 10357. 1~10357.5 家具力学性能试验
GB/T 10357.6家具力学性能试验 单层床强度和耐久性
QB/T 3655 家具表面软质覆面材料剥离强度的测定
QB/T 3656 家具表面硬质覆面材料剥离强度的测定
3术语
钢木家具
主要部件由金属材料和木材或木质人造材料制成的家具。
4检验分类
产品检验分型式检验和出厂检验。
4.1 型式检验是对产品质量进行全面考核,即对标准中规定的技术要求全都进行检验。
4.2 出厂检验是产品出厂或产品交货时必须进行的各项检验。
5型式检验/扶手耐久测试仪
5.1 检验条件
有下列情况之一时,应进行型式检验。
a. 新产品或老产品转厂生产的试制定型鉴定;
b. 正式生产后,如结构、材料、工艺有较大改变,可能影响产品性能时;
c. 正常生产时,定期或积累一定产量后,应周期性进行一次检验,检验周期一般为~年;
d. 产品长期停产后,恢复生产时;
e. 出厂检验结果与上次型式检验有较大差异时;
f. 国家质量监督机构提出进行型式检验要求时。
5.2检验项目
5.2.1 检验时应按附录A(补充件)中与被检产品有关的项目逐项进行检验。
5.2.2 当产品中出现附录A以外的必须检验项目时,应在企业产品标准中作出规定。
5.3抽样与组批规则
5.3.1 型式检验应采用抽样检验方法,在母样中编号后随机抽取检验子样。
5.3.2单件产品的母样数不少于20件。从中抽取4件,2件封存,2件送检。
5.3.3成套产品的母样敷不少于5套。从中随机抽取2套,1套封存.1套送检。若送检样品中台有两件以上结构相同的单体,则此类单体应随机抽送两件,余也封存。 ’
5.3.4漆膜理化性能试验的样板一般应在样品上直接取得,也可以在与受检产品相同的工艺条件下制作。样板的规格尺寸和数量见表l。
表1
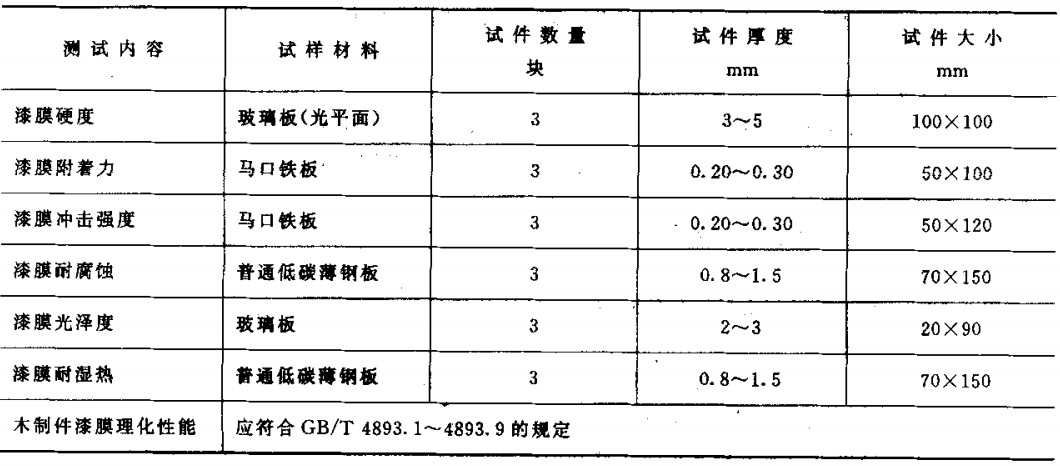
5.4 试验方法
5.4.1 外观检验
应在自然光或光照度300~6cjolx范围内的近似自然光(例如40W日光灯)下,视距为700~lOOOmm,由三人共同检查,以多数相同结论为检验结果。
5.4.2木材含水率测定
木材含水率测定仪的误差应不大于士2%。木材含水率应在抽样现场或同一地区测定。取试件离地lOOmm以上部分为测试部位,任选三个不同位置的零件,在每一个零件上任选三个点各xIJ -次,分别求出在每个零件上测得的平均值,以其中最大的平均值为该试件的木材含水率测定值。
5.4.3 主要尺寸测定
应采用每米误差不大干土0- 6mm的3m钢卷尺(或钢直尺),对安放在平板(或平整地面)上的试件进行测定。
5.4.4 翘曲度测定
应采用误差不大于0. Imm的翘曲度测定器具。测定时,将器具先后放置在被测都件表面的两条对角线上,分别测量对角线中点与基准直线的距离,以其中一个最大距离为翘曲度测定值。
5.4.5底脚着地平稳性测定
应采用塞尺。测定时,将试件放置在平板上,使三个底脚着地,测量另一个底脚与平板间的距离。
5.4.6 平整度测定/扶手耐久测试仪
应采用误差不大于0. 03mm的平整度测定器具。测定时,将器具放置在试件的被测表面,分别选择不平整程度最严重的三个部位,测量0~150mm长度范围内被测表面与基准直线间的距离,以其中一个最大值为平整度测定值。
5.4.7邻边垂直度测定
应采用每米误差不大于±0. 6mm的3m钢卷尺(或钢直尺)。用钢卷尺(或钢直尺)测量矩形部件的两条对角线,其差值即为邻边垂直度测定值。
5.4.8 平行度测定
应采用误差不大干0. Imm的平行度测定器具。测定时,可任选框架、门、抽屉中某一前表面的任一边为测量基准面,用平行度测定器具测出测量基准面和与其相邻表面之间的最大间距和最小间距,然后取两个间距的差的绝对值即为平行度测定值。
5.4.9分缝测定
应采用塞尺进行测量。
抽屉分缝测定时,所有抽屉面板应紧靠同一侧,测量另一侧的最大分缝以及左右和上下分缝;门分缝测定时,应分别测量门四侧分缝景大的部位。取所有抽屉或门在某一侧上的分缝最大值,即为该侧的分缝测定值。
5.4.10 水平偏差测定
用钢卷尺测量方桌面每组对边中点的离地高度,圆桌面分别测量圆周上最高一点和过圆心相对称另一点的离地高度。其差值与边长(或直径)的比值即为水平偏差测定值。
5.4.11 圆度测定
用0,02mm精度的游标卡尺测量圆管弯曲段中部最大管径和最小管径,其差值即为圆度测定值。
5.4.12皱纹测定
用0. 02mm精度的游标卡尺测量管材弯曲处皱纹的峰谷值,其差值即为皱纹的测定值。
5.4.13理化性能试验
5.4.13.1 金属件漆膜(包括烘漆、喷塑)理化性能试验方法应符合GB/T 1720、GB/T 1730、GB/T 1732、GB/T 1740、GB/T 1743和GB/T 1763的规定。
5.4.13.2 金属件电镀层盐雾试验是将试件表面除油污后,呈150^v30'角悬挂在盐雾箱内,用5%的氯化钠溶液(用蒸馏水溶解化学纯氯化钠试剂配制)间断喷雾8h(每小时喷雾15min,保持温度(35士2)1C],存放16h(存放时自然降温冷却).24h为一周期。盐雾沉降率为(1士0.5)mL/h/80cmz。取出后试件用清水洗去试液,并观察诚件上锈点大小及多少。
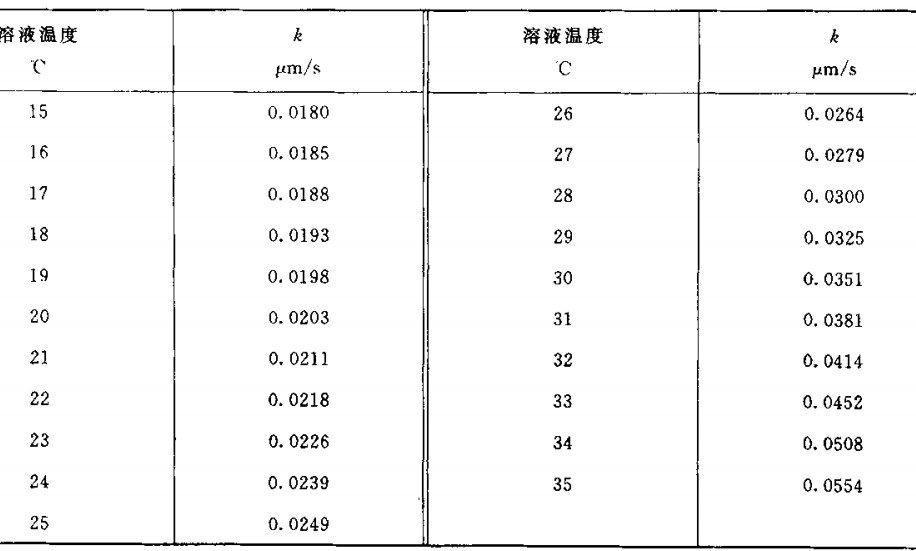
5.4. 13.3金属件镀层厚度测定应使用计时点滴法。试件表面除油污后,将试件、试剂、试验器具在20~25'C温度下存放至少3h。试验时,试件平放,用0.5mL滴管,将盐酸(密度1.18g/mL)滴-滴于镀层表面。自盐酸与镀层反应开始按秒表计时,直至局部镀层溶穿,露出内层为止。根据所需时间查表2,并按式(1)进行计算:

表2
5.4.13.4 金属件电镀层结合力检验应符合GB/T 5933-1986中2.1.2条的规定。
5.4.13.5 金属件电镀层表面粗糙度检验应符合GB/T 5926-1986中3.2条的规定。
5.4.13.6 铝合金件氧化膜厚度检验应符合GB/T 5928-1986中4-1条的规定。
5.4.13.7 木制件漆膜理化性能检验应符合GB/T 4893. 1~4893.9的规定。
5.4. 14 力学性能试验
软质或硬质覆面材料剥离强度试验应符合QB/T 3655和QB/T 3656的规定;强度、耐久性和稳定性试验应符合GB/T 10357. 1~10357.6的规定。
5.5检验程序
送检试样的检验应按下歹『j程序进行:外观检验,力学性能试验,理化性能试验。
5.6检验结杲评定
5.6.1 不符台技术要求项目的不合格类别判定,应按附录A(补充件)的规定。
5.6.2 单件样品检验结果若不存在A类不合格项目,C类不合格项目不超过3项,或者B类不合格项目不超过1项并且C类不合格项目也不超过1项时,则评定该型号产品为合格品,否则即为不合格品。
5.6.3 成套样品中的各件样品应按单件样品评定要求评定其合格与否,成套样品中各件样品均为合格品时,评定该型号成套产品为合格品,若成套样品中存在1件不合格品,则评定该型号成套产品为不合格品。
5.7 复验规则
5.7.1 产品经型式检验不合格的,可进行一次复验。
5.7.2 复验时应对型式检验不合格的项目以及因试件损坏而未能检验的项目进行检验。
5.7.3 试样必须从封存样品中抽取一件含型式检验不合格项目的相同产品。
5.7.4 检验结果评定应按5.6.2、5.6.3条规定。在检验报告中注明“复验合格(或不合格)”结论。
6出厂检验
出厂检验应在本产品型式检验合格的有效期内,由企业质量检验部门进行检验。
6.1 检验项目
6.1.1 检验时应按附录A(补充件)Ai中与被检产品有关的项目逐项进行检验。
6.1.2 当产品中出现附录A(补充件)Al以外的必须检验项目时,应在企业产品标准中作出规定。
6.1.3必要时,由购销双方协议,增加检验项目。
6.2抽样与组批规则/扶手耐久测试仪
6.2.1 单件产品和成套产品出厂检验应全数进行检验,但当全数检验有困难时,可实行抽样检验。
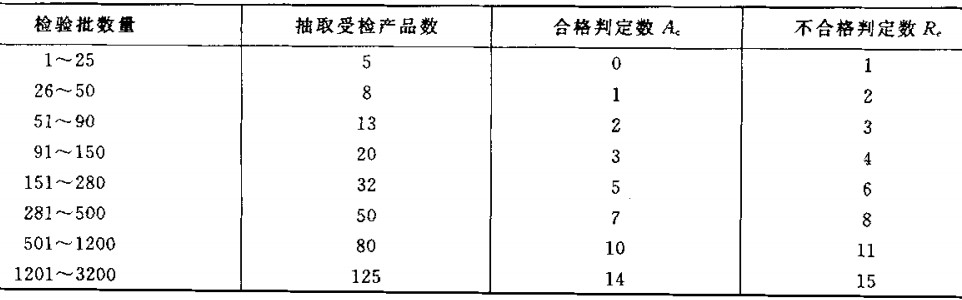
6.2.2 抽样检验时,在母样上编号,按表3规定随机抽取规定件数。
表3 件(套)
6.3试验方法
出厂检验的试验方法应符合5,4. 1~5.4.12条的规定。
6.4检验结果评定
6. 4.1 单件产品的评定规则同5.6条规定。
6.4.2批产品质量经抽样检验的结果按表3规定评定:样本中不合格品数小于或等于合格判定数A。时,评定本批次产品为合格批,样本中不合格品敛大于或等于不合格判定敷足时,则评定本批次产品为不合格批。
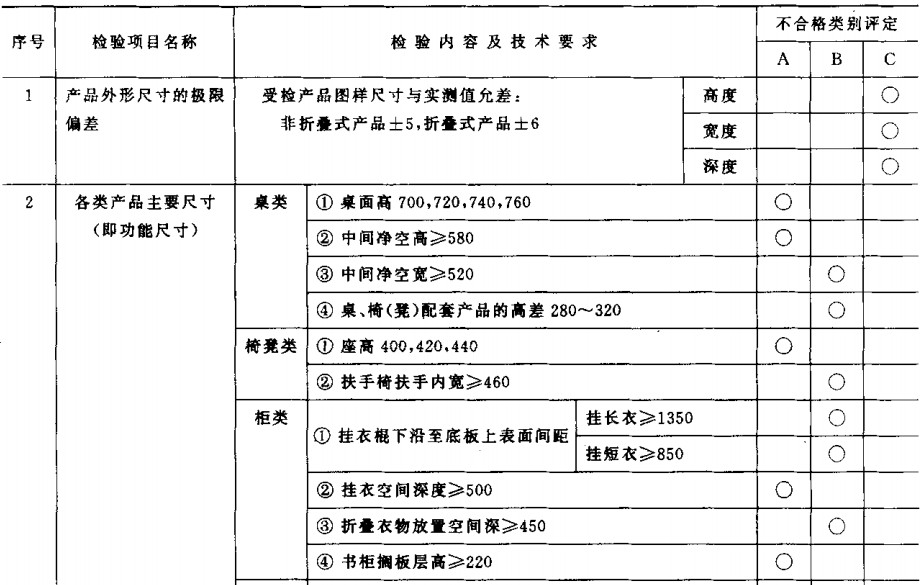
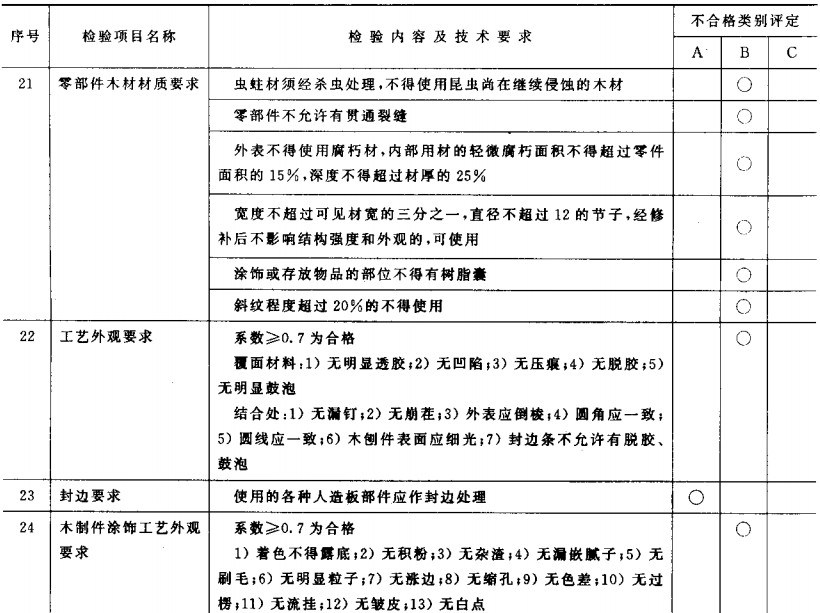
附 录 A
金属家具检验项目及评定表
(补充件)
表A1 外观检验项目 mm
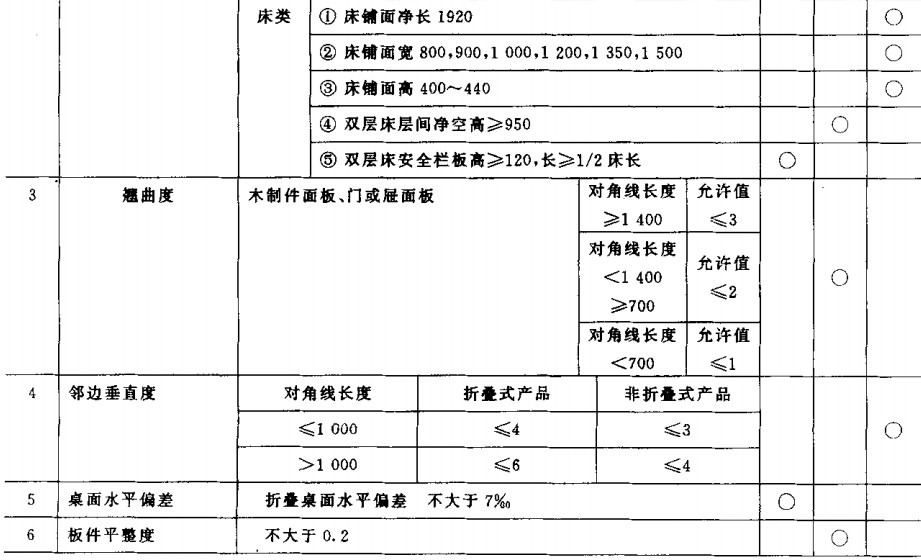
续表Al mm
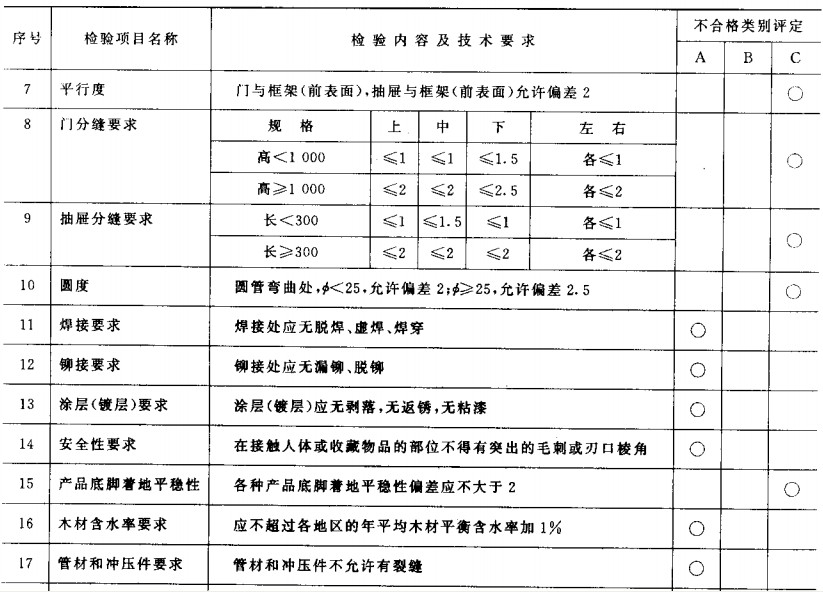
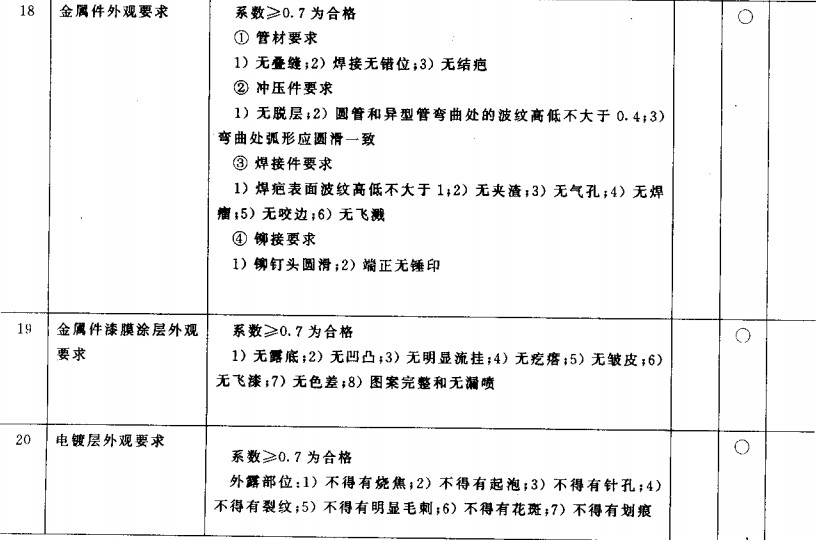
续表Al mm
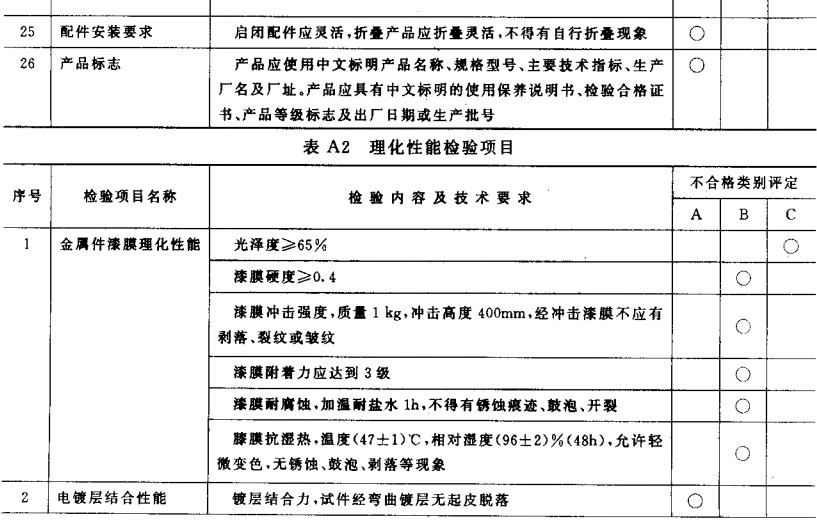
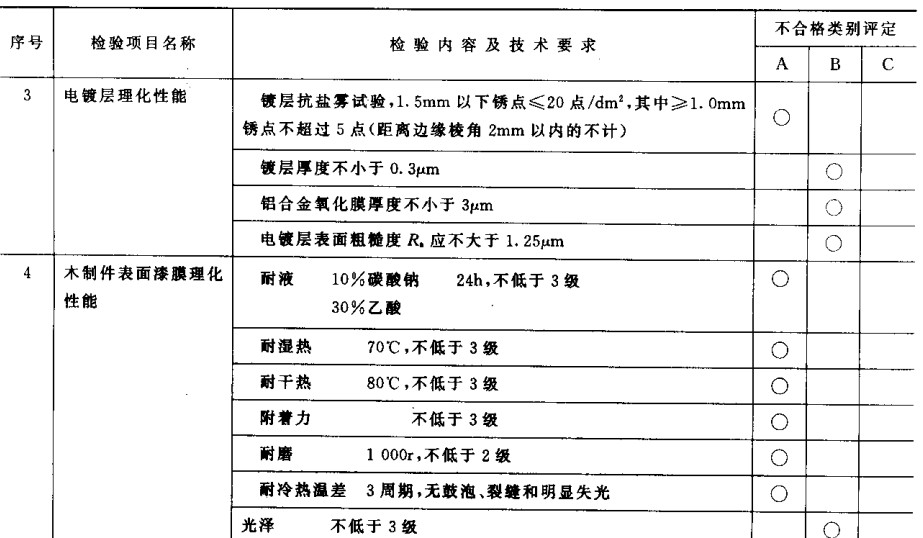
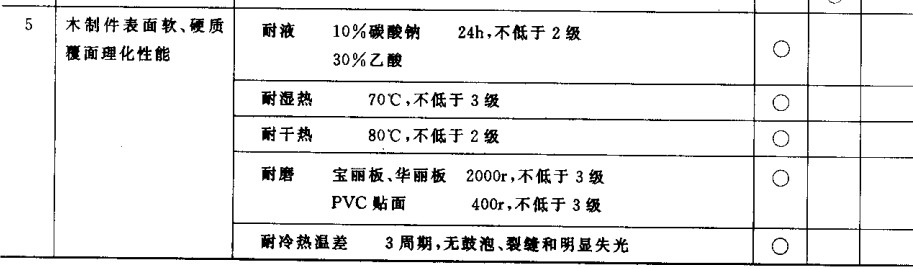
续表A2 mm
表A3 力学性能检验项目
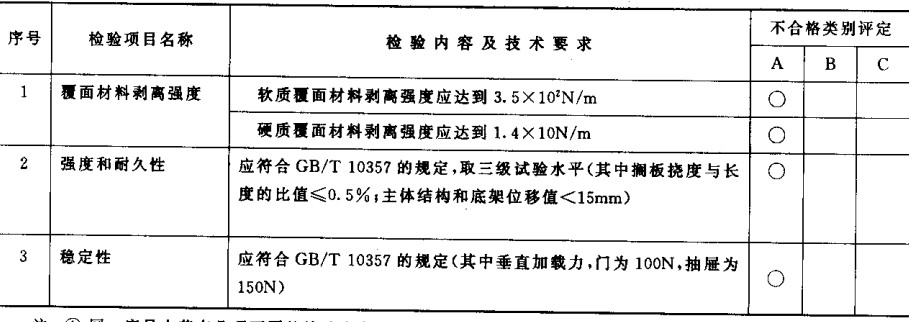
注:①同一序号内若有几项不同的检验内容不符合技术要求时,不合格类别的评定应有一项计一项。
②同一件产品上若不同的部位都出现嗣一类型的不合格,应作一项不合格计算。
附 录B
合格系数计算及评定
(补充件)
B1 检验项目中有部分定性的外观检验内容,根据该检验项目中规定的检验内容个数,用合格系数法评定该项目合格或不合格。
B2合格系数是指该检验项目中的检验内容达到合格的程度,即达到0.7的,评定该检验项目为合格,达不到0.7的则评定该检验项目为不合格。
B3合格系数计算公式:

B4 合格系数的有效位数应保留到小数点后第一位,修约方法应符合下列规定。
a. 拟舍弃数字的最左一位数字小于5时,则舍去,即保留的一位小数数字不变;
b. 拟台弃数字的最左一位数字大于5,或者是5,而其后跟有并非全部为0的数字时,则进1,即保留的一位小数上加1;
c. 拟舍弃数字的最左一位数字为5,而右面无数字或皆为0时,若所保留的末位数字为奇数(1,3,5,7,9)则进1,为偶数(O,2,4,6,8)则舍弃;
d. 不许连续修约。
附加说明:
本标准由轻工业部质量标准司提出。
本标准由全国家具标准化中心归口。
本标准由上海市家具研究所负责起草。
相关推荐:扶手耐久测试仪