
GB/T 4893.8-1985 家具表面漆膜耐磨性测定法/耐磨测试仪
本标准适用于测定木家具及其他家具木制件表面漆膜的耐磨性能。采用漆膜磨耗仪,以经过一定的磨转次数后漆膜的磨损程度评级。
1 设备和材料
1.1 漆膜磨耗仪 工作盘转速70~75r/min。建议采用JM-1型漆膜磨耗仪,也可采用具有等同试验结果的其他型号磨耗仪。
1.2 砂轮修整器。
1.3 橡胶砂轮 JM-120,厚10mm,直径50mm。
1.4 吸尘器。
1.5 天平 分度值为0.001g。
2 试样
2.1 规格 直径100mm,厚3~5的圆板,中心开一个直径为8.5mm的小孔。
2.2 试样涂饰完工后至少存放10d,并达到完全干燥后,方可试验。
2.3 试样表面应平整,漆膜无划痕、鼓泡等缺陷。
2.4 送样时,应附送试报告,内容包括涂料名称、简要涂饰工艺、制作时间等。
3 试验条件
3.1 试验室温度20±2℃,相对湿度60%~70%。
3.2 磨转次数根据产品标准或供需双方协议。
建议次数:400、1000、2000、3000、4000、5000。
4 试验步骤
4.1 按GB 4893.5—85《家具表面漆膜厚度测定法》,在试样中部直径不大于65mm范围内取均布三点测定漆膜厚度,然后取三点读数的算术平均值。
4.2 将试样固定磨耗仪工作盘上,加压臂上加1000g砝码和经整新的橡胶砂轮。臂的末端加上与砂轮重量相等的平衡砝码。
注:按仪器使用说明整新橡胶砂轮。
4.3 放下加压臂和吸尘嘴,依次开启电源开关、吸尘开关和转盘开关。
4.4 试样先磨50转,使漆膜表面呈平整均匀的磨耗圆环(发现磨耗不均匀,应及时更换试样)。取出试样,刷去浮屑,称重(准确至0.001g)。
4.5 继续砂磨100转后,取下试样,刷去浮屑,称重(准确至0.001g),前后重量之差即为漆膜失重。
4.6 调整订数器到规定的磨转次数(应减去100),继续砂磨。试验终止后,观察漆膜表面磨损情况。
4.7 平行试验三件。
4.8 每件试样都必须用整新的橡胶砂轮进行试验,砂磨中途不得更换砂轮。
5 耐磨测试仪试验结果的评定和试验报告
1 设备和材料
1.1 漆膜磨耗仪 工作盘转速70~75r/min。建议采用JM-1型漆膜磨耗仪,也可采用具有等同试验结果的其他型号磨耗仪。
1.2 砂轮修整器。
1.3 橡胶砂轮 JM-120,厚10mm,直径50mm。
1.4 吸尘器。
1.5 天平 分度值为0.001g。
2 试样
2.1 规格 直径100mm,厚3~5的圆板,中心开一个直径为8.5mm的小孔。
2.2 试样涂饰完工后至少存放10d,并达到完全干燥后,方可试验。
2.3 试样表面应平整,漆膜无划痕、鼓泡等缺陷。
2.4 送样时,应附送试报告,内容包括涂料名称、简要涂饰工艺、制作时间等。
3 试验条件
3.1 试验室温度20±2℃,相对湿度60%~70%。
3.2 磨转次数根据产品标准或供需双方协议。
建议次数:400、1000、2000、3000、4000、5000。
4 试验步骤
4.1 按GB 4893.5—85《家具表面漆膜厚度测定法》,在试样中部直径不大于65mm范围内取均布三点测定漆膜厚度,然后取三点读数的算术平均值。
4.2 将试样固定磨耗仪工作盘上,加压臂上加1000g砝码和经整新的橡胶砂轮。臂的末端加上与砂轮重量相等的平衡砝码。
注:按仪器使用说明整新橡胶砂轮。
4.3 放下加压臂和吸尘嘴,依次开启电源开关、吸尘开关和转盘开关。
4.4 试样先磨50转,使漆膜表面呈平整均匀的磨耗圆环(发现磨耗不均匀,应及时更换试样)。取出试样,刷去浮屑,称重(准确至0.001g)。
4.5 继续砂磨100转后,取下试样,刷去浮屑,称重(准确至0.001g),前后重量之差即为漆膜失重。
4.6 调整订数器到规定的磨转次数(应减去100),继续砂磨。试验终止后,观察漆膜表面磨损情况。
4.7 平行试验三件。
4.8 每件试样都必须用整新的橡胶砂轮进行试验,砂磨中途不得更换砂轮。
5 耐磨测试仪试验结果的评定和试验报告
5.1 分级标准见下表。
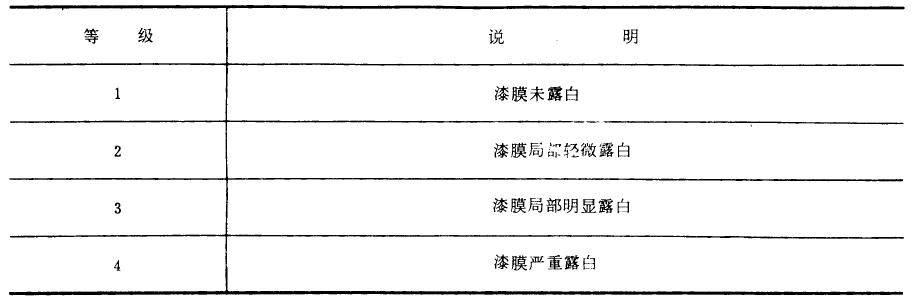
注:当漆膜轻微露白,痕迹约略可见,难以判断时,可用洁净软布蘸少许彩色墨水涂在该部位,然后迅速擦去,结果在露白部位会留下墨水痕迹,而漆膜上墨水能擦去。
5.2 必须有三名检测人员分别对每一试样的磨损情况进行评定,取多数相同值作为评定结果。
5.3 三件试样须分别评定,以两件试样一致的评定值为最终试验值。
5.4 试验报告应包括下列内容:
a. 试验日期;
b. 试样的涂料名称和简要的涂饰工艺;
c. 试样涂饰完工后的存放时间;
d. 每件试样的漆膜厚度、100转后的漆膜失重及耐磨性等级;
e. 最终试验值。
附加说明:
本标准由中华人民共和国轻工业部提出,由上海市家具研究所技术归口。
本标准由上海市家具研究所负责起草。
本标准主要起草人安待平。
相关推荐:耐磨测试仪
5.2 必须有三名检测人员分别对每一试样的磨损情况进行评定,取多数相同值作为评定结果。
5.3 三件试样须分别评定,以两件试样一致的评定值为最终试验值。
5.4 试验报告应包括下列内容:
a. 试验日期;
b. 试样的涂料名称和简要的涂饰工艺;
c. 试样涂饰完工后的存放时间;
d. 每件试样的漆膜厚度、100转后的漆膜失重及耐磨性等级;
e. 最终试验值。
附加说明:
本标准由中华人民共和国轻工业部提出,由上海市家具研究所技术归口。
本标准由上海市家具研究所负责起草。
本标准主要起草人安待平。
相关推荐:耐磨测试仪